
13973051692
13307307822

岳阳新创新热能环保科技有限公司
邮 编:414000
电 话:0730-8856768
手 机:13973051692
13307307822屈先生
E-mail : qcc1692@126.com
网 址:www.yyxcxrn.cn
地 址:湖南省岳阳市岳阳楼区

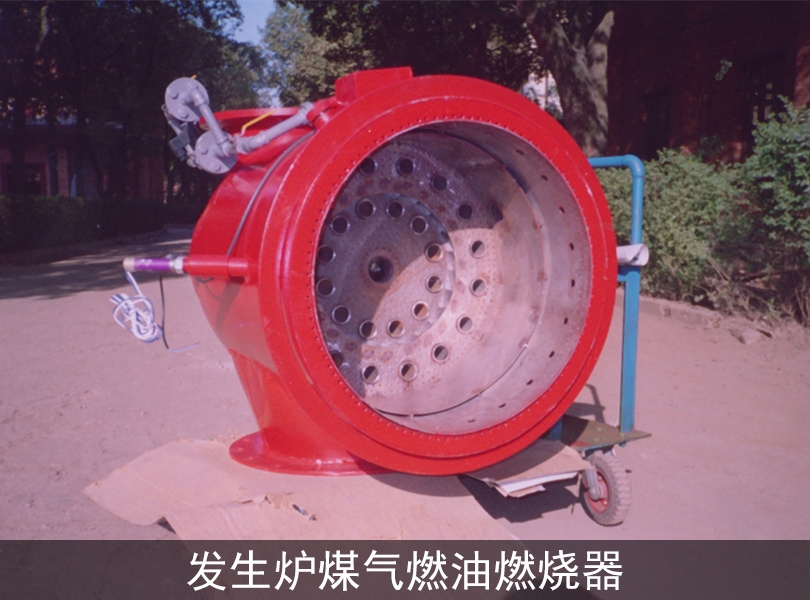
主要用于炼钢炉、玻璃窑炉、炼焦炉等的加热,也可用作锅炉等的燃料,或与水煤气混和作为合成氨、甲醇的原料气。制取时用空气(或氧气)和少量的蒸汽将煤和焦炭等固体燃料,放入煤气发生炉中,使它们气化,即产生发生炉煤气。
燃料温度可满足钢坯加热温度要求:普线钢坯的最高加热温度一般在1000~1350℃范围内。两段式煤气炉的热值为6490kJ/m3,空气预热温度按300℃计,则理论燃烧温度为2300℃,炉温系数按0.7计,则可获得1610℃的炉温,完全能满足轧制普线的要求。燃烧技术的可行性:该车间加热炉宽度小于4m,采用侧加热和端部加热就能满足加热工艺的要求。为此只要将原来的油烧嘴改为油气两用烧嘴即可,不需做其它变化,投资少。烟气的辐射传热强:烟气中的三原子气体CO2及H2O的辐射能力强,其浓度对辐射传热起着决定性作用,即气体燃料中的CO?2及H?2O的浓度越高,烟气的辐射传热越强。煤气燃烧产物中的CO2及HO的浓度可达到28%左右,比重油燃烧产物中的CO2及H2O的浓度高,因此其辐射传热强。炉温控制方便,加热质量好:由于煤气是气体燃料,气体燃料与空气是分子混合,分子混合比液体的非分子混合要容易,调节方便,有利于加热炉的炉温调节和控制。且由于煤气与空气混合得好,火焰均匀,没有像直接燃烧重油时雾化不好、火焰集中、有热点、冷点等弊端,因此钢坯温度均匀,氧化烧损少。
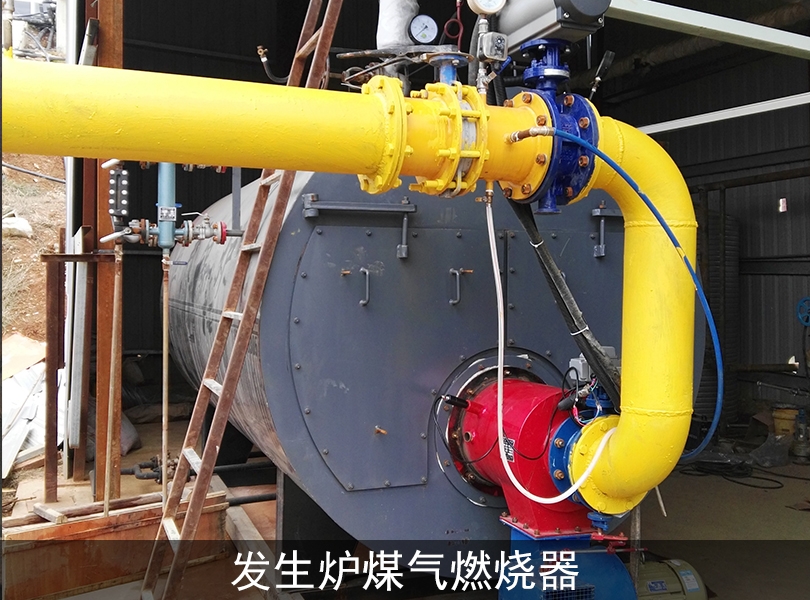
煤气在加热炉中的应用
煤气站生产的煤气从气柜不经加压直接送往二轧车间加热炉,压力波动小,加热炉前的煤气压力一般为2000~3000Pa。为保证燃烧效果对加热炉烧嘴进行了改进,将原来单一的燃油烧嘴改为油气两用烧嘴。加热炉共有17个烧嘴,其分布为:加热段下部8个、上部6个,均热段3个。单个烧嘴的煤气燃烧能力为960m?3/h,正常生产时只开8~10个烧嘴即可满足轧制要求。使用油气两用烧嘴,在煤气量不足时可以用焦油做适当调节。
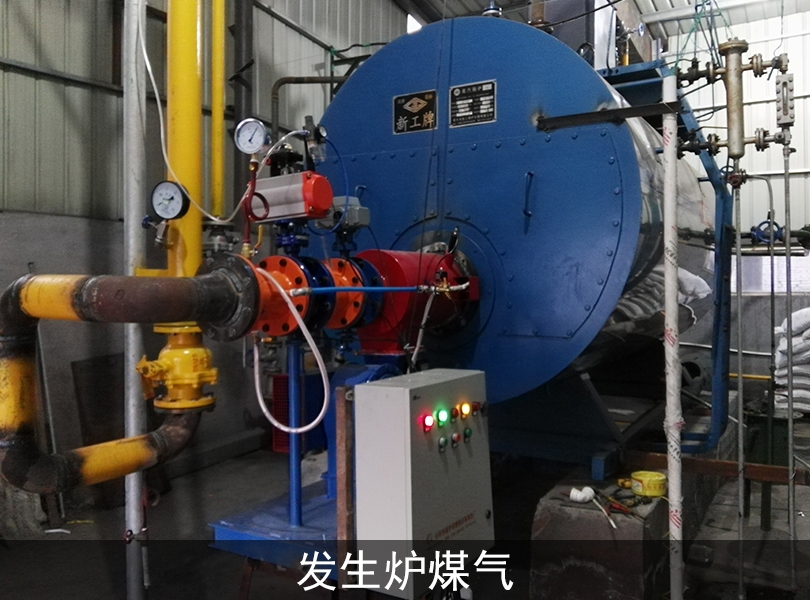
安全措施
为实现加热炉的安全点火,制定了详细的用气操作规程,点火前先做爆破试验,确认无误方可点火。同时为了减少煤气泄漏,在煤气管道上装有双闸阀,在每个烧嘴前装有蝶阀和平板闸阀,氮气吹扫装置,眼睛阀等。在加热炉区域配备固定式和移动式煤气检测仪,用以随时检测周围环境中CO的浓度。
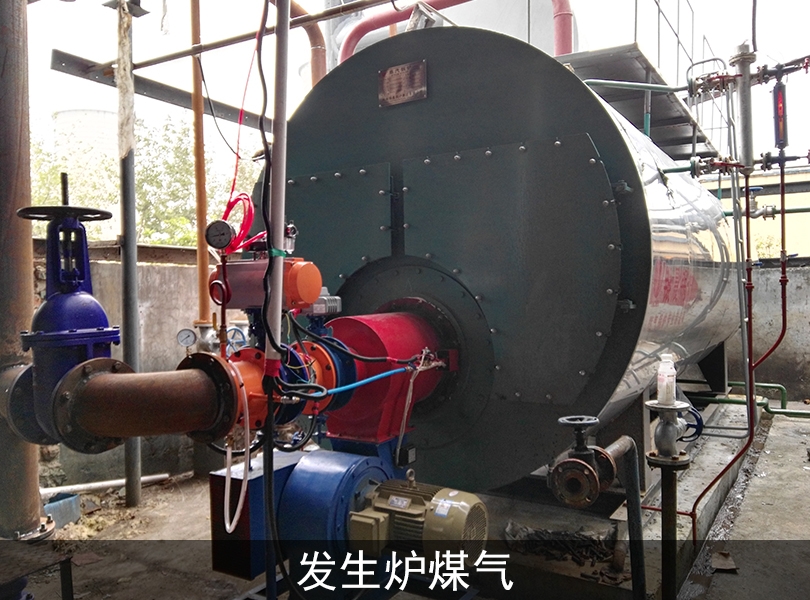
应用效果
加热炉烧煤气,炉温均匀,又保证了炉气黑度,避免了以重油为燃料时钢坯局部过热、过烧等现象,减少了钢坯加热“黑印”。煤气燃烧后积灰少,解决了烧重油时换热器频繁堵塞的问题,延长了加热炉尾部空气换热器的运行周期。钢坯加热质量的提高,使轧辊断辊现象及轧机故障率明显降低,孔型、导卫件的使用寿命延长,轧机作业率提高1.2%。
钢坯加热过程中氧化烧损减少1%,开轧温度大于1100℃,机时产量增加;轧废减少,各钢种成材率不同程度提高。炉温控制调节方便,减少了看火工的劳动强度。现场作业环境好,没有跑冒滴漏现象,干净无黑烟。
岳阳新创新热能环保科技有限公司
电 话:0730-8856768
手 机:13973051692 屈先生
邮 箱:qcc1692@126.com
网 址:www.yyxcxrn.cn
www.cxlyrsq.cn

扫一扫




 淘宝旺旺
淘宝旺旺
